|
| 特性級(jí)別 | 標(biāo)準(zhǔn)級(jí)||| |
| 牌號(hào) | 國(guó)產(chǎn) |
| 加工級(jí)別 | 注墮級(jí)||| |
| 品名 | 黑色高光澤阻燃PP |
| 廠家(產(chǎn)地) | 國(guó)產(chǎn) |
| 用途級(jí)別 | 通用級(jí)|||板材級(jí)||| |
環(huán)保黑色阻燃PP 1.6mm防火V-0
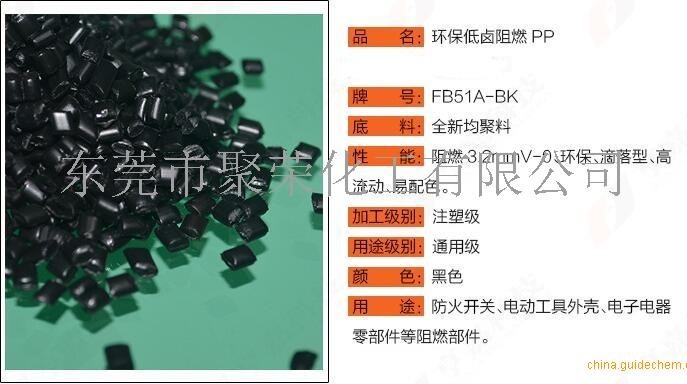
環(huán)保黑色阻燃PP 1.6mm防火V-0
注塑工藝
干燥處理:如果儲(chǔ)存適當(dāng)則不需要干燥處理。
熔化溫度:220~275C,注意不要超過(guò)275C。
模具溫度:40~80C,建議使用50C。結(jié)晶程度主要由模具溫度決定。
注射壓力:可大到1800bar。
注射速度:通常,使用高速注塑可以使內(nèi)部壓力減小到最小。如果制品表面出現(xiàn)了缺陷,那么應(yīng)使用較高溫度下的低速注塑。
流道和澆口:對(duì)于冷流道,典型的流道直徑范圍是4~7mm。建議使用通體為圓形的注入口和流道。所有類型的澆口都可以使用。典型的澆口直徑范圍是1~1.5mm,但也可以使用小到0.7mm的澆口。 對(duì)于邊緣澆口,最小的澆口深度應(yīng)為壁厚的一半;最小的澆口寬度應(yīng)至少為壁厚的兩倍。PP材料完全可以使用熱流道系統(tǒng)。
環(huán)保黑色阻燃PP 1.6mm防火V-0
 環(huán)保黑色阻燃PP 1.6mm防火V-0
環(huán)保黑色阻燃PP 1.6mm防火V-0

環(huán)保黑色阻燃PP 1.6mm防火V-0


三星價(jià)格|PP HI828 韓國(guó)韓華道達(dá)爾|PP 韓國(guó)樂天化學(xué) JM-350T-東莞市聚昇化工有限公司")